





Штап за графитне електроде малог пречника за електролучне пећи у индустрији челика и ливнице




Тецхницал Параметер
Графикон 1: Технички параметар за графитну електроду малог пречника
| Пречник | Парт | Отпор | Флекурал Стренгтх | Иоунг Модулус | Густина | ЦТЕ | Асх | |
| Инцх | mm | μΩ·м | МПа | ГПа | г/цм3 | ×10-6/℃ | % | |
| 3 | 75 | Електрода | 7.5-8.5 | ≥9,0 | ≤9.3 | 1,55-1,64 | ≤2.4 | ≤0,3 |
| Брадавица | 5.8-6.5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2.0 | ≤0,3 | ||
| 4 | 100 | Електрода | 7.5-8.5 | ≥9,0 | ≤9.3 | 1,55-1,64 | ≤2.4 | ≤0,3 |
| Брадавица | 5.8-6.5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2.0 | ≤0,3 | ||
| 6 | 150 | Електрода | 7.5-8.5 | ≥8,5 | ≤9.3 | 1,55-1,63 | ≤2.4 | ≤0,3 |
| Брадавица | 5.8-6.5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2.0 | ≤0,3 | ||
| 8 | 200 | Електрода | 7.5-8.5 | ≥8,5 | ≤9.3 | 1,55-1,63 | ≤2.4 | ≤0,3 |
| Брадавица | 5.8-6.5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2.0 | ≤0,3 | ||
| 9 | 225 | Електрода | 7.5-8.5 | ≥8,5 | ≤9.3 | 1,55-1,63 | ≤2.4 | ≤0,3 |
| Брадавица | 5.8-6.5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2.0 | ≤0,3 | ||
| 10 | 250 | Електрода | 7.5-8.5 | ≥8,5 | ≤9.3 | 1,55-1,63 | ≤2.4 | ≤0,3 |
| Брадавица | 5.8-6.5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2.0 | ≤0,3 | ||
Графикон 2: Капацитет струје за графитну електроду малог пречника
| Пречник | Цуррент Лоад | Цуррент Денсити | Пречник | Цуррент Лоад | Цуррент Денсити | ||
| Инцх | mm | A | А/м2 | Инцх | mm | A | А/м2 |
| 3 | 75 | 1000-1400 | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
Предности
1. Антиоксидациони третман за дуговечност.
2. Висока чистоћа, висока густина, јака хемијска стабилност.
3. Висока тачност обраде, добра завршна обрада површине.
4. Висока механичка чврстоћа, ниска електрична отпорност.
5. Отпоран на пуцање и ломљење.
6. Висока отпорност на оксидацију и топлотни удар.
Главна апликација
- Топљење калцијум карбида
- Производња карборунда
- Рафинирање корунда
- Топљење ретких метала
- Ватростална биљка феросилицијума
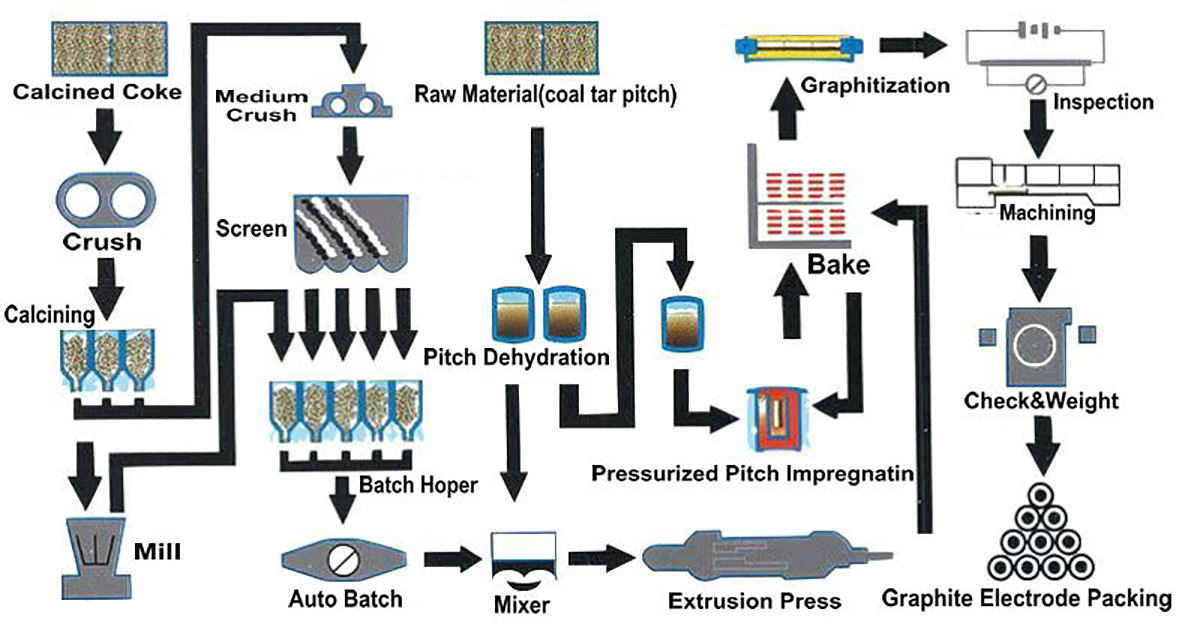
Процес производње РП графитних електрода
Лењир за квалитет површине
1. Дефекти или рупе не би требало да буду више од два дела на површини графитне електроде, а дефекти или величина рупа не смеју да прелазе податке у табели испод.
2. Не постоји попречна пукотина на површини електроде. За уздужну пукотину, њена дужина не би требало да буде већа од 5% обима графитне електроде, њена ширина треба да буде у опсегу од 0,3-1,0 мм. Подаци о уздужној пукотини треба да буду испод 0,3 мм бити занемарљив
3. Ширина грубе тачке (црне) површине на површини графитне електроде не би требало да буде мања од 1/10 обима графитне електроде, а дужина грубе тачке (црне) површине преко 1/3 дужине графитне електроде није дозвољено.