





Графитна електрода велике снаге за ЕАФ ЛФ топљење челика ХП350 14 инча




Тецхницал Параметер
| Параметар | Парт | Јединица | ХП 350 мм (14”) Подаци |
| Номинал Диаметер | Електрода | мм (инч) | 350(14) |
| Мак Диаметер | mm | 358 | |
| Мин Диаметер | mm | 352 | |
| Називна дужина | mm | 1600/1800 | |
| Мак Ленгтх | mm | 1700/1900 | |
| Мин Ленгтх | mm | 1500/1700 | |
| Цуррент Денсити | КА/цм2 | 17-24 | |
| Цуррент Царриинг Цапацити | A | 17400-24000 | |
| Специфични отпор | Електрода | μΩм | 5.2-6.5 |
| Брадавица | 3.5-4.5 | ||
| Флекурал Стренгтх | Електрода | Мпа | ≥11,0 |
| Брадавица | ≥20,0 | ||
| Иоунгов модул | Електрода | Гпа | ≤12,0 |
| Брадавица | ≤15,0 | ||
| Булк Денсити | Електрода | г/цм3 | 1.68-1.72 |
| Брадавица | 1,78-1,84 | ||
| ЦТЕ | Електрода | ×10-6/℃ | ≤2.0 |
| Брадавица | ≤1.8 | ||
| Садржај пепела | Електрода | % | ≤0.2 |
| Брадавица | ≤0.2 |
НАПОМЕНА: Може се понудити било који специфични захтев за димензију.
Упутство за уградњу брадавица
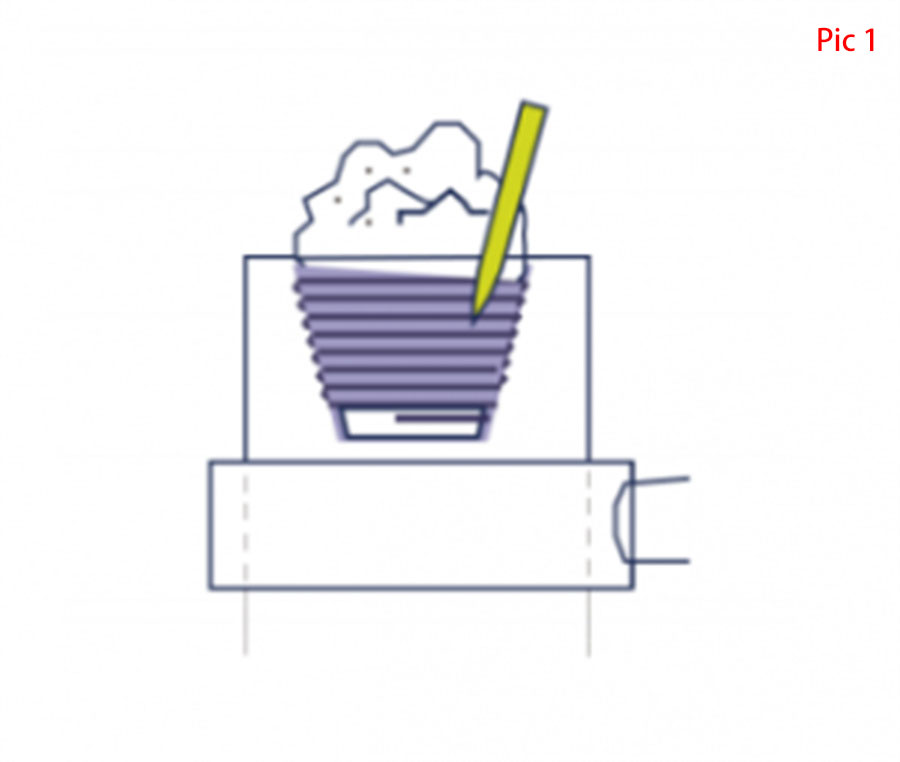
1. Пре уградње брадавице графитне електроде, очистите прашину и прљавштину на површини и утичници електроде и брадавице са компримованим ваздухом; (види слику 1)
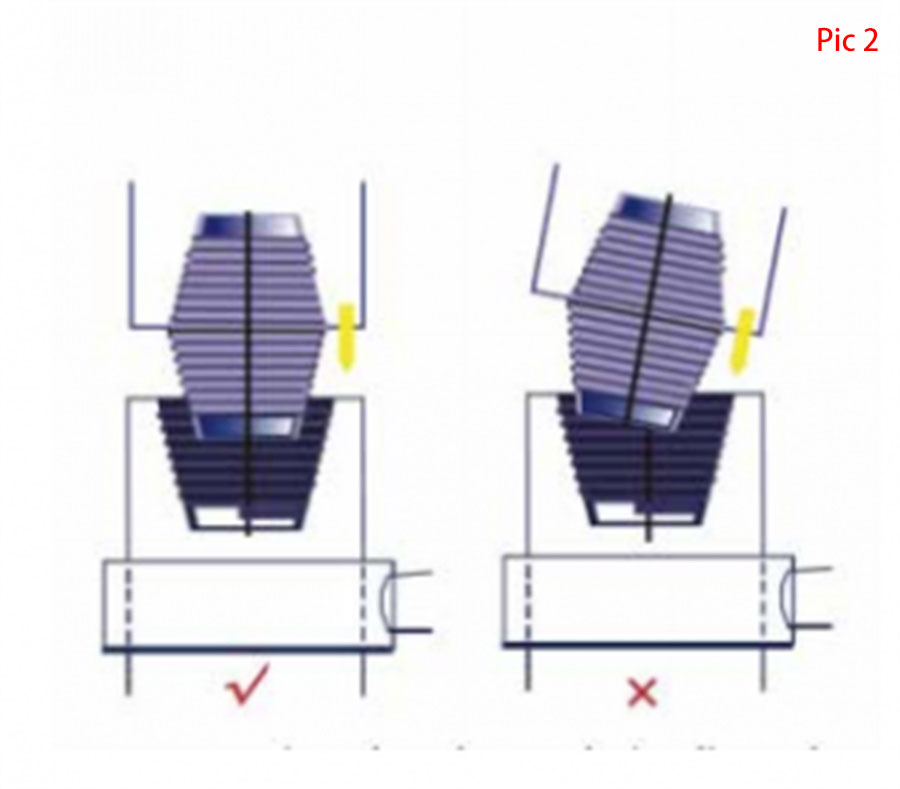
2. Средња линија брадавице графитне електроде треба да буде доследна током спајања два комада графитних електрода; (види слику 2)
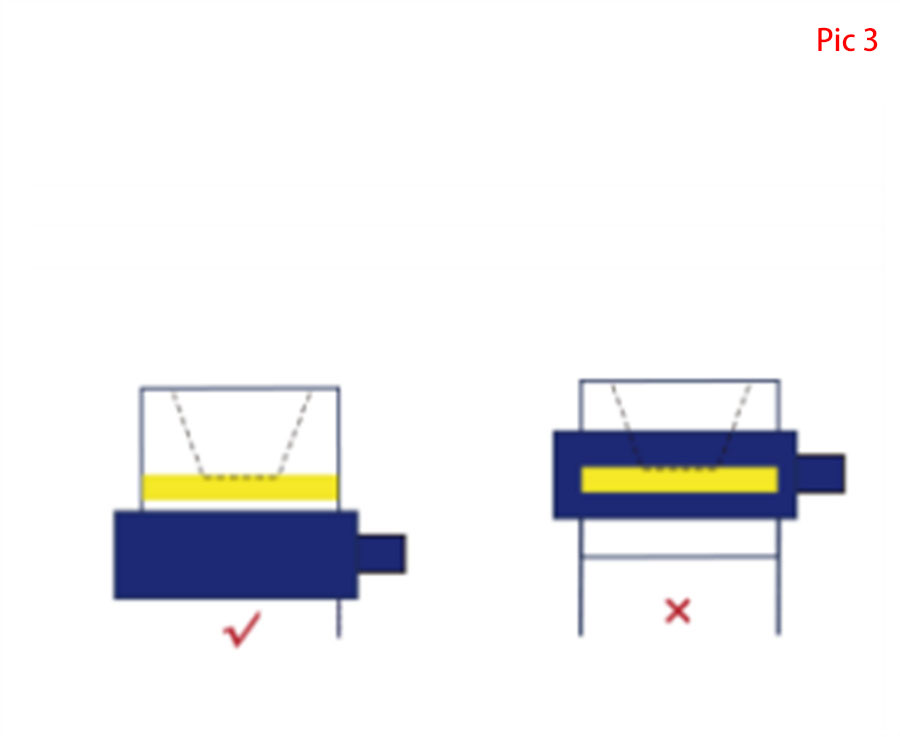
3. Стезач електроде се мора држати у правилном положају: изван сигурносних линија вишег краја; (види слику 3)
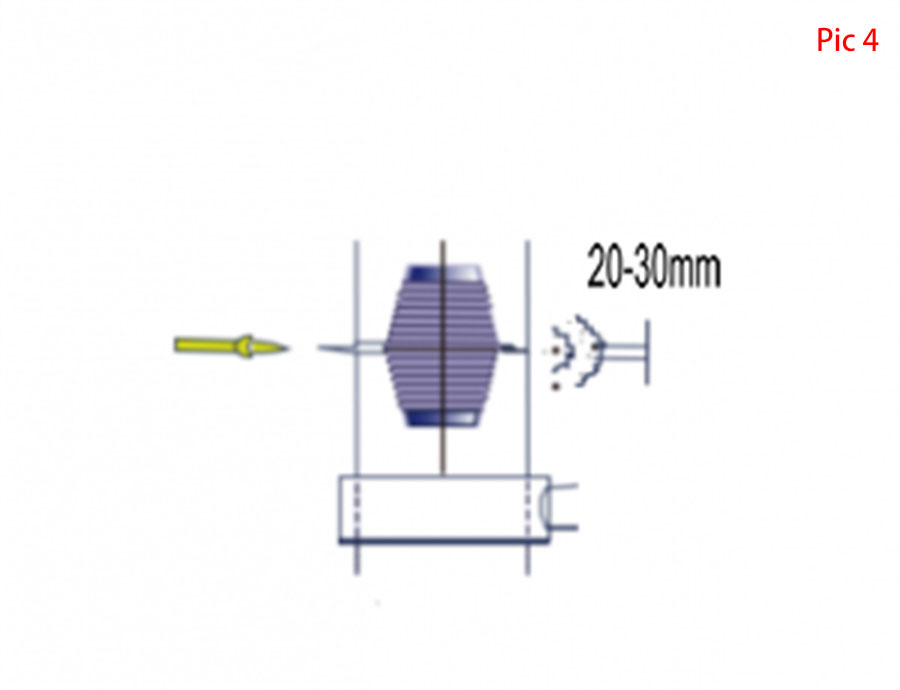
4. Пре затезања брадавице, уверите се да је површина брадавице чиста без прашине или прљавштине. (види слику 4)
Препоручене смернице за транспорт и складиштење
1. Радите пажљиво како бисте спречили клизање услед нагиба електроде и ломљења електроде;
2. Да бисте осигурали крајњу површину електроде и навој електроде, немојте закачити електроду на оба краја електроде гвозденом куком;
3.Треба благо узети како би се спречило ударање у зглоб и оштећење навоја приликом утовара и истовара;
4. Не гомилајте електроде и спојеве директно на земљу, требало би да ставите дрвени или гвоздени оквир како бисте спречили оштећење електроде или залепили се за тло, немојте уклањати амбалажу пре употребе како бисте спречили да прашина, крхотине падну на навој или рупу за електроду;
5.Електроде треба да буду уредно постављене у складиште, а обе стране гомиле треба да буду подстављене како би се спречило клизање. Висина слагања електрода углавном није већа од 2 метра;
6. Електроде за складиштење треба да обрате пажњу на отпорност на кишу и влагу. Влажне електроде треба осушити пре употребе како би се избегло пуцање и повећање оксидације током производње челика;
7. Чувајте конектор за електроду у близини високе температуре како бисте спречили да висока температура отопи спојни вијак.
Повезани производи
-

ХП24 графитне угљичне електроде пречника 600 мм електроде...
Технички параметар Параметар Део Јединица ХП 600мм(24”) Подаци Номинални пречник Електрода мм(и) 600 Макс. пречник мм 613 Мин. пречник мм 607 Номинална дужина мм 2200/2700 Макс. дужина мм 2300/2800 Ден0 Мин дужина/ струја0 мм 261 цм2 13-21 Капацитет струје А 38000-58000 Специфична отпорна електрода μΩм 5,2-6,5 Брадавица 3,2-4,3 Флекурал С...
-

Графитне електроде за производњу челика велике снаге...
Технички параметар Параметар Део Јединица ХП 400 мм (16”) Подаци Номинални пречник Електрода мм (инч) 400 Макс. пречник мм 409 Мин. пречник мм 403 Номинална дужина мм 1600/1800 Макс. дужина мм 1700/1900 Ден0 Мин. дужина/170 КА цм2 16-24 Капацитет струје А 21000-31000 Електрода специфичног отпора μΩм 5,2-6,5 Брадавица 3,5-4,5 Флекурал С...
-

Графитне електроде у електролизи ХП 450мм 18...
Технички параметар Параметар Део Јединица ХП 450мм(18”) Подаци Номинални пречник Електрода мм(и) 450 Макс. пречник мм 460 Мин. пречник мм 454 Номинална дужина мм 1800/2400 Макс. дужина мм 1900/2500 Ден0 Мин. дужина/ струја 0 мм 230 цм2 15-24 Капацитет струје А 25000-40000 Електрода специфичног отпора μΩм 5,2-6,5 Брадавица 3,5-4,5 Флекурал С...
-

Произвођачи графитних електрода у Кини ХП500...
Технички параметар Параметар Део Јединица ХП 500 мм (20”) Подаци Номинални пречник Електрода мм (инч) 500 Макс. пречник мм 511 Мин. пречник мм 505 Номинална дужина мм 1800/2400 Макс. дужина мм 1900/2500 Ден0 Мин дужина/ струја0 мм 230 цм2 15-24 Капацитет струје А 30000-48000 Електрода специфичног отпора μΩм 5,2-6,5 Брадавица 3,5-4,5 Савијање ...
-

Графитне електроде за електролучне пећи ХП550м...
Технички параметар Параметар Део Јединица ХП 550мм(22”) Подаци Номинални пречник Електрода мм(и) 550 Макс. пречник мм 562 Мин. пречник мм 556 Номинална дужина мм 1800/2400 Макс. дужина мм 1900/2500 Ден0 Мин. дужина/струја мм 230 цм2 14-22 Капацитет струје А 34000-53000 Специфична отпорна електрода μΩм 5,2-6,5 Брадавица 3,2-4,3 Флекурал С...
-

Графитне електроде са брадавицама Произвођачи ...
Технички параметар Параметар Део Јединица ХП 300мм(12”) Подаци Номинални пречник електроде мм(инча) 300(12) Макс. пречник мм 307 Мин. пречник мм 302 Номинална дужина мм 1600/1800 Макс. дужина мм 1700/1900 мм 1700 мин. струја0 Густина КА/цм2 17-24 Капацитет струјног ношења А 13000-17500 Електрода специфичног отпора μΩм 5,2-6,5 Брадавица 3,5-4,5 Флеку...





